TESTOVÁNÍ LIMITŮ
Základem této práce bylo vytvoření několika modelů, které byly posléze hodnoceny. Typizace objektů pro modely probíhala na základě znalostí o dané problematice. Jako nejvhodnější objekty se nakonec ukázaly kužel, jehlan a válec. Kužel a jehlan byly zvoleny z důvodu možnosti postihnout jak oblé (kužel) tak ostré (jehlan) tvary základny, zároveň díky různé výšce také rozličné úhly vrcholu objektů a v neposlední řadě, díky jejich tvaru, možnost pozorovat jaký má vliv tloušťka objektu na výsledný model. Všechny modely byly přeměřeny digitálním posuvným měřidlem, které má bohužel samo o sobě určitou chybu, která byla v rámci měření zohledněna. Po samotném měření, byly z modelů vybrány nejzdařilejší kusy, které byly vizuálně hodnoceny a konzultovány s vedoucím práce.
Maximální velikost tisknutelné plochy
První limit tiskárny Mcor IRIS HD je velikost maximální tisknutelné plochy. Mylné, avšak zcela logické, je u laické veřejnosti přesvědčení, že tiskárna tiskne do velikosti papíru A4. Papíry této velikosti jsou do tiskárny skutečně vkládány, ale musí být brán zřetel na určité okraje, které jsou důležité pro správnou činnost a přesnost tiskárny. Tyto okraje jsou zde především proto, že listy papíru na sebe nelze pokládat zcela přesně, ale mají určité přesahy a tak až samotným nařezáním okrajů vznikají přesné a rovné okraje. Jako další je důležité zmínit, že při takovýchto okrajích je model po vytištění schován v papírovém kvádru a je tedy chráněn proti poškození. Je to velice podobné, jako u klasické 2D tiskárny, kterou má určitě každý doma. Tato 3D tiskárna také netiskne „od kraje do kraje“, ale má určité netisknutelné okraje.
Tyto velikosti byly zkoumány dvě. Jednou byla velikost udávána výrobcem, která činí 169 x 256 mm. Tato velikost je hraniční pro správnou funkci tiskárny a produkci dobrých výsledků. Nicméně proto, aby tiskárna produkovala opravdu kvalitní modely, bylo fakticky zjištěno, že nejvhodnější velikostí tiskové plochy je 160 x 250 mm.
Obě velikosti ploch se bez jakýchkoliv problémů vytiskly, jak je vidět na fotografii (Obr.:5). Růžový papír představuje standardní velikost A4, která se vkládá do tiskárny. Na něm jsou umístěny, pro porovnání, obě velikosti vytisknutých ploch. Rozdíl obou velikostí tisknutelné plochy je malý, činí 9 mm a 6 mm, ale na výsledky tisku má tato velikost významný podíl.

Obr.: 05 – Maximální tisknutelné plochy
Maximální výška stavby
Maximální výška stavby, která je udávána výrobcem je 150 mm, tj. zhruba 1500 kusů papírů gramáže 80 g/m2. Tento limit byl již mnohokrát prokázán při tisku modelů, které byly stavěny do této výšky a byly uskutečněny pod dohledem zaměstnanců 3D centra ve Vědeckotechnickém parku Univerzity Palackého v Olomouci (VTP UP). Namátkou lze například uvést tisk zmenšené repliky jeskyně či sousoší, jenž je umístěno ve zmíněném 3D centru VTP UP. Nutno však podotknout, že u takto objemných staveb je nutná pravidelná kontrola průběhu tisku z důvodu velké náročnosti úlohy a velkého počtu průřezů papíru. Zejména je důležitá kontrola kolečka nanášejícího lepidlo, které má Ø 9.95 mm a tloušťku 3.38 mm. Na kolečku mohou být nalepeny kousky nařezaného papíru, který se oddělil od modelu, tím se kolečko znečistí a lepidlo není nanášeno správně. Kolečko se musí čistit i v průběhu tisku. Dalším problémem jsou kousky papíru, které se nachází v prostoru tisku, tyto papírky mohou být oddělené od modelu kolečkem, a následným setřesením z něj, nebo nožem. Tyto se musí také odstranit nebo znehodnotí model.
Minimální možný detail
Jako nejvhodnější tvary byly zvoleny, již dříve zmíněné, kužely a jehlany. Nejprve byla nachystána sestava obsahující několik kuželů a jehlanů. Bylo vytvořeno pět kuželů vedle sebe se základnou o průměru 10 mm. Kužely byly stavěny od nejmenšího po největší s rozestupem hodnot výšek po 10 mm, přičemž první kužel měl výšku 10 mm a poslední 50 mm. Stejným způsobem byly vytvořeny jehlany, pouze s tím rozdílem, že rozměr 10 mm měly všechny strany podstavy.
Toto seskupení objektů bylo umístěno na plochu, která odpovídala maximální velikosti tisknutelné plochy (160 x 250 mm), aby nedošlo ke zkreslení výsledku. Seskupení kuželů bylo umístěno od nejmenšího po největší, směrem od okraje ke středu papíru. Totožná operace se provedla s jehlany, ovšem zrcadlově, a to tak, aby s kužely tvořily pár. Páry byly umístěny tři vedle sebe na délku papíru. Tyto modely byly umístěny svou podstavou dolů. Tato situace se opakovala, ovšem další modely byly umístěny „na ležato“, tedy horizontálně, a to od největšího vespod po nejmenší nahoře. Poslední modely byly pouze dva páry vedle sebe, a byly umístěny podstavou vzhůru proto, aby se ověřilo, zda má umístění podstavou dolů nebo vzhůru nějaký vliv. Výsledkem bylo osm párů modelů na délku papíru (Obr.: 8).
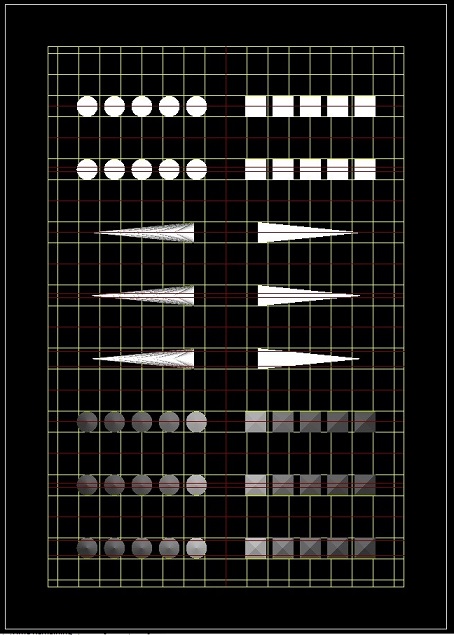
Obr.: 08 – Ukázka řezných os a umístění tvarů prvního výtisku, snímek ze SliceIT
Na jednotlivé páry modelů, ať už umístěné horizontálně nebo vertikálně, byly aplikovány odlišné řezné osy (Obr.: 8) proto, aby se ověřil vliv os zejména na výsledný model, ale také vliv na postprocessing. Na objekty stojící na své podstavě, byla osa prvního páru vedena přesným středem objektů, osy druhého páru byly vedeny 4 mm od kraje, tudíž 2 mm od sebe a osy třetího páru byly vedeny 1.5 mm od kraje, čili 7 mm od sebe. Takto umístěné řezné osy byly totožně aplikovány i u objektů umístěných horizontálně. U posledních dvou párů, na obrázku nejvýš, umístěných podstavou vzhůru, nebyla aplikována pouze řezná osa procházející 1.5 mm od kraje, čili 7 mm od sebe.
Objekty, které byly umístěny horizontálně, se chovaly zcela rozdílně od vertikálních, a do tohoto měření nevstupovaly, byly hodnoceny samostatně. Nejmenší možný detail byl vypočítán tak, že se nejprve posuvným digitálním měřidlem změřil průměr v místech, kde se vytisknutý objekt ulomil. Musíme brát v úvahu chybu z měření a určitou chybu digitálního posuvného měřítka (tyto chyby byly zohledněny jako ±0,5 mm). Vzniklo tak dvacet tři hodnot průměrů pro kužely (dva objekty se neulomily vůbec a do měření tedy nevstupovaly) a dvacet pět hodnot pro jehlany. Byly vypočítány průměry pro všechny hodnoty kuželů a jehlanů. Detail tedy vyšel pro kužel 3 mm a pro jehlan 3.6 mm. Poté byly vypočítány průměry hodnot pro objekty se stejnou řeznou osou a tvarem, aby se ověřilo, zda má řezná osa nějaký výrazný vliv na detail. Dále byl zjišťován vliv řezných os pomocí vizuálního hodnocení při posprocessingu. Postprocessing se řeznou osou procházející středem modelu, je složitější, ovšem tiskárna nenanáší tolik lepidla do stavby, kolik by bylo potřeba. Osy procházející 1.5 mm od kraje, čili 7 mm od sebe, jsou zcela nevhodné, postprocessing je velice náročný. A nakonec osy, které procházejí 2 mm od sebe, tedy 4 mm od kraje, jsou vhodné díky lepšímu nanášení lepidla tiskárnou, čili kvalitnějšímu přilnutí vrstev a jsou také je nejvhodnější na snadné „vyloupávání“.
Aby se ověřila správnost zjištěných faktů, přistoupilo se k ověření pomocí dalšího modelu. Jako nejvíce vhodné tvary, pro ověření předchozích faktů, byly zvoleny kulatiny a hranoly. Tvary byly zvoleny ve třech základních rozměrech svých základen, aby byl výtisk co nejreprezentativnější, a to pro kulatinu 3 mm, 3.5 mm a 2.5 mm, pro hranol 3.6 mm, 4.1 mm a 3.1 mm (zjištěná hodnota měření ±0,5 mm). Zmíněné objekty byly umístěny svisle do čtveřice, a to vždy dva hranoly stejných rozměrů a dvě kulatiny stejných rozměrů. Každá ze čtveřic byla třikrát nakopírována vedle sebe s výškami 10 mm, 30 mm a 50 mm (Obr.: 10). Řezné osy byly tentokrát použity pouze ty, vedeny 2 mm od sebe a středem. Horizontálně umístěné tvary vyšly nejlépe, a proto se také přistoupilo k ověření pomocí kulatin a hranolů o průměru 2 mm a 3 mm. Opět vždy dvě stejné kulatiny vedle sebe a nad ně dva stejné hranoly s délkou 50 mm a duplicitní seskupení s délkou 100 mm (Obr.: 10). Tyto rozměry byly zvoleny kvůli ověření, jestli má horizontální objekt nějaké omezení ve smyslu délky a průměru.
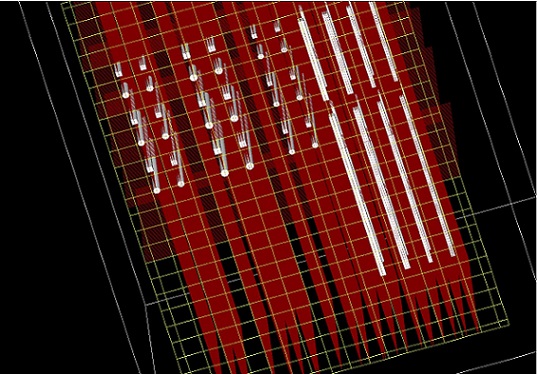
Obr.: 10 – Ukázka řezných os a umístění tvarů u druhého výtisku, snímek ze SliceIT
Vyhodnocení modelů probíhalo v této fázi již pouze vizuálně, protože tisk byl proveden na základě ověření předchozích zjištění. Při výšce modelu 10 mm není důležité, jakým způsobem jsou vedeny řezné osy, ani jaký tvar základny má model. Dokonce všechny rozměry základen vyšly srovnatelně. U modelu vysokého 30 mm dopadl model s kulatou podstavou výborně prakticky v jakémkoliv umístění os. Ovšem model se čtvercovou podstavou se rozpadá, bez ohledu na podmínky, a musí se dolepovat. Při čtvercovém tvaru má smysl model tisknout od největšího průměru, který byl zjišťován při tomto výtisku, jinak se musí provádět důsledný dohled nad tiskem a posprocessing provádět obzvlášť pečlivě. Nejvyšší tisknutý objekt, model výšky 50 mm, se jako nejzdařilejší ukázal ten s kulatou základnou a nejvhodnější jsou osy, které model rozdělí zhruba na třetiny. U modelu umístěného horizontálně je vhodnější osu umístit středem. A to proto, že při umístění os jiným způsobem byl model “roztřepený”. Na délce modelu vůbec nezáleží.
Důležitým zjištěním byl zásadní rozdíl mezi stojícím a ležícím objektem. Stojící objekt má velice malou plochu pro nanášení lepidla a vzájemnou soudržnost vrstev, která je navíc velice ovlivněna chybou tiskárny. Chybou tiskárny se myslí přesnost a jednotnost nanášení lepidla, protože ne vždy je lepidlo naneseno tak říkajíc „stoprocentně“ a vrstvy tedy nejsou zcela dobře slepeny. Vzdálenost kapiček lepidla na papíře je cca 1 mm od sebe. Model se poté může lámat a odpadávají jeho části. Další chybou může být občasné, ne zcela správné, rozřezání všech tvarů objektů, tedy zejména jejich nedořezání, což může způsobovat problémy zejména při postprocessingu. Z tohoto důvodu je minimální možný detail velice důležitý. Oproti tomu nejlepšího výsledku bylo jednoznačně dosaženo s horizontálně orientovaným modelem. Takto místěný model nemá délkové omezení, i při délce 100 mm byl vytištěn zcela výborně. Jediným omezením je průměr modelu, ten nesmí být pod 1 mm, protože poté není možné umístit řezné osy. Poloha osy u takto orientovaného modelu není až tak důležitá, ovšem doporučení je, umístit osy buď na střed, kdy se „vyloupávají“ dvě půlky modelu, nebo umístit osy 2 mm od sebe, a to proto, že střed objektu si uživatel může jednoduše přidržet a okrajové části lehce odstranit. Horizontálně umístěný model má větší styčnou plochu pro lepidlo, tudíž pro slepení, takže je chyba tiskárny eliminována na minimum. Díky těmto větším plochám je model celkově pevnější, protože je zde naneseno více lepidla. Model také lépe drží pohromadě, a tak nehrozí odtrhávání jeho částí. Pro ležící objekt je tedy prakticky nemožné určit nejmenší možný detail, avšak nelze jít úplně do extrému. Další překážkou, zjištěnou při vyhodnocování modelů byly rozdíly v základnách. Při čtvercovém půdorysu staveb nevzniká žádný problém pro postprocessing. Ovšem při kruhovém půdorysu je problémem rozšiřování modelu zdola nahoru (myšlen ležící model). V takovém případě přebytečný papír, který se nachází od poloviny modelu dolů, lze špatně vyloupat. Řešením je v půlce model otočit a začít s postprocessingem z druhé strany. To je ovšem časově náročné a v některých případech členitější stavby nemožné. V neposlední řadě bylo zjištěno, že není možné tisknout modely menšího průměru/rozměru než 2 mm, protože už při této zmíněné hodnotě se části nařezané vrstvy odlupují a znečišťují kolečko nanášející lepidlo.
Následující snímky zachycují vybrané objekty, které byly vytištěny a jsou hodnoceny v následujících tabulkách 1 a 2. Jednotlivá písmena u tvarů odkazují na příslušné políčko v tabulce pro lepší orientaci (představu) o poloze a tvaru.
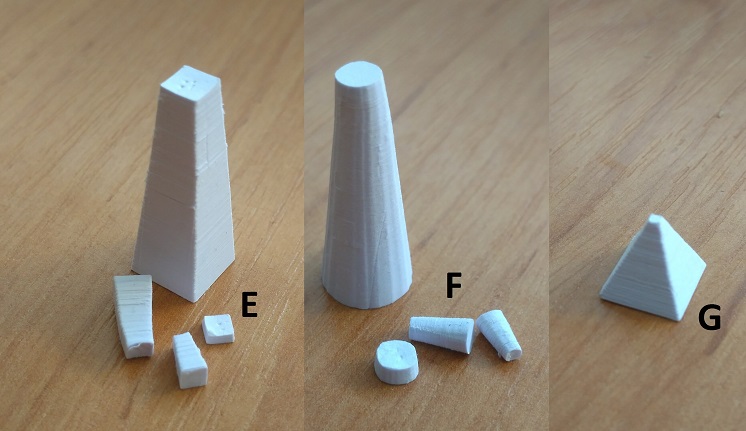
Obr.: 11 - Vybrané výsledky prvního testování, objekty umístěné vertikálně
Obrázek číslo 11 zachycuje nejčastější chyby pro tvary umístěné vertikálně. Objekt E a F měl řezné osy umístěné 7 mm od sebe. Oba modely vykazují stejný problém. Tímto problémem je nedostatečné nanášení lepidla z důvodu příliš malého rozměru styčné plochy a také nevhodné umístění os. Takovéto umístění os se ukázalo jako nevhodné, protože postprocessing je velice náročný a model se láme i díky této skutečnosti. Poslední model na obrázku, tedy G, se vytisknul výborně. Jediným problémem je odtrhnutí asi tří vrstev na špičce. Ovšem je obecně známo, že model se musí před tiskem zbavit ostrých hran, právě z tohoto důvodu. A tak se tato chyba dala očekávat a je to tedy zcela zanedbatelná chyba.

Obr.: 12 - Vybrané výsledky prvního testování, objekty umístěné horizontálně
Na obrázku s číslem 12 můžeme vidět výběr tvarů, které reprezentují nejčastější chyby pro horizontálně umístěné objekty. Tvar označený písmenem A je „roztřepaný“. Tento problém způsobuje nedokonalé nanášení lepidla a jeho odstranění je prosté, tedy dolepit odstávající části a zpevnit celý model lakem. U toho modelu byly řezné osy nastaveny 7 mm od sebe. Jehlan s písmenem B se vytisknul zcela výborně, avšak model je velice pružný. Toto lze vyřešit nanesením tolika vrstev laku až do požadované pevnosti modelu. Zde byla řezná osa vedena středem modelu. Model C a D měl řezné osy nastaveny středem. Zde dochází opět k nedokonalému nanesení lepidla u obou modelů. U prvního byla část modelu odtržena a u druhého se model rozlomil na dva kusy. Tento nedostatek lze spravit použitím lepidla a následným přelakováním.
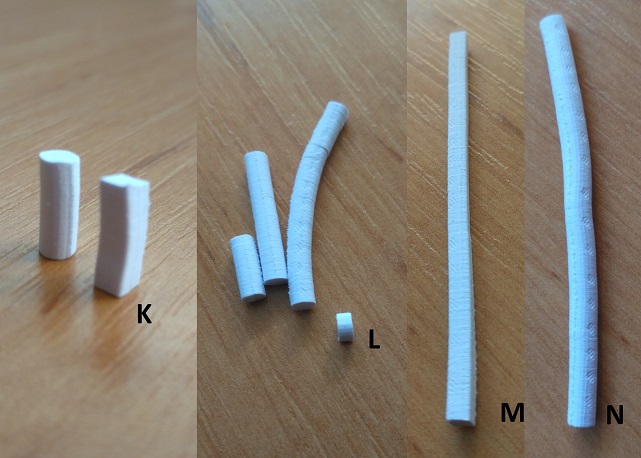
Obr.: 13 - Vybrané výsledky druhého testování, objekty umístěné vertikálně
Na předchozím obrázku (Obr.: 13) jsou zobrazeny výtisky druhého testování ve vertikální poloze. Model K se vytiskl zcela výborně, řeznou osu měl umístěnu středem. Jediným nedostatkem je pružnost modelu a to, jak už bylo uvedeno, lze spravit lakem. Objekt L měl řezné osy středem, avšak díky jeho výšce 50 mm se začal lámat. Lámání je zapříčiněno nedostatečným nanesením lepidla. Hranol, označený písmenem M, byl unikátní. I přes jeho výšku 50 mm se nezlomil a vytisknul se zcela bez chyby. Řezná osa vedla středem objektu. Kulatina N je stejná, jako předchozí hranol, až na řezné osy, ty vedly 2 mm od sebe. Model je opět velice pružný, což zpraví použití laku.
Následující snímek číslo 14 nám zobrazuje výtisky druhého testování v horizontální pozici. Hranol s písmenkem H měl umístěnu řeznou osu středem. Model je lehce „otrhaný“, což spraví lak, jinak je výtisk výborný. U hranolu I byl výsledek podobný, i když osy byly vedeny 2 mm od sebe. Jediným rozdílem je, že jedna z vrstev, která měla být odstraněna, je z nějakého důvodu přilepena k modelu. Opět drobná chyba tiskárny, kterou lze snadno opravit. Vrstva se opatrně odstraní a model se natře lakem pro lepší pevnost. Kulatina s písmenem J měla řezné osy vedeny opět 2 mm od sebe. Model se vytiskl výborně, ovšem je otrhaný. Použije se lak pro jeho pevnost a shlazení.
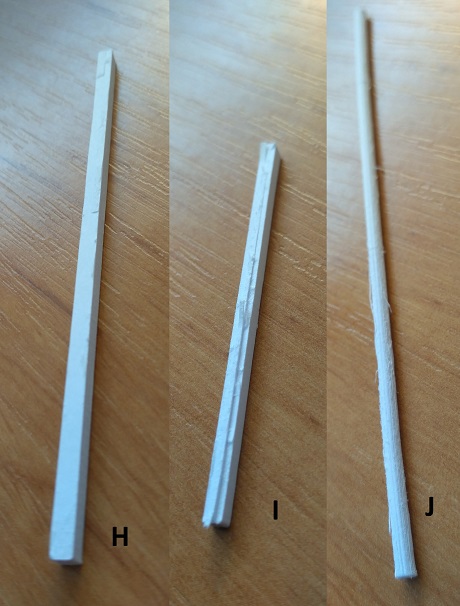
Obr.: 14 - Vybrané výsledky druhého testování, objekty umístěné horizontálně
V následujících tabulkách jsou uvedena hodnocení jednotlivých výtisků, a to:
- vše se vytisklo v pořádku
- výtisk je na povrchu „otrhaný“
- část výtisku se odlomila, ale lze jej spravit
- výtisk se rozlámal na mnoho částí a nelze je rozumně opravit
Písmena uvedená za čárkou u jednotlivých tvarů modelů jsou jejich polohy, a sice h = horizontální a v = vertikální poloha.

Tab.: 01 – Výsledky prvního testování

Tab.: 02 – Výsledky druhého testování